From
Swimming Pools to Floating Dry Docks
- Lincoln Electric, Stabilizer, Published:
December 1, 1976
How does an erector grow
from the small business of fabricating and erecting elevated
steel swimming pools in New York City to building large floating
drydocks at its Hudson River shipyard in Newburgh, New York?
Large hearts, drive, determination and the satisfaction of
successfully completing a large project, like the fabricated
launch facility for Trident class nuclear submarines, are
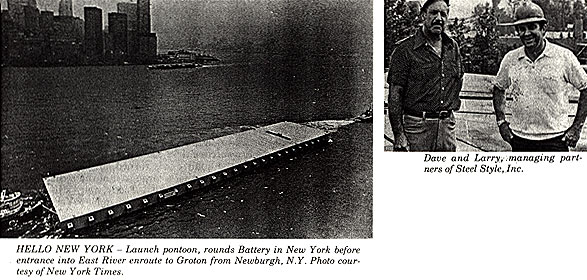
a major part of the answer. Dave Plotkin and Larry Bedrosian,
managing partners in Steel Style, Inc. at Newburgh, are the
men who have built the projects that have led to the success
of this young Company.
The drydock, now completed,
will become an integral part of the Land Level Submarine Construction
Facility being constructed by General Dynamics Corporation,
Electric Boat Division, of Groton, Connecticut. The facility,
believed to be the first of its kind ever built, will be used
to launch and drydock submarines. It was specifically developed
to launch the giant missile-carrying Trident-class nuclear
submarines.
The finished vessel (or
pontoon) will measure 500 feet in length, 100 feet in width
(nearly twice the size of a football field) and about 20 feet
in depth. This represents the largest “ship” ever
constructed between New York City and the Great Lakes.
Steel Style, Inc. also constructed
a floodable Caisson-type gate for Morrison-Knudsen Company,
Inc. to be used for a part of the same Submarine Construction
Facility.
The new graving dock, being
built by Morrison-Knudsen Company, Inc. of Boise, Idaho, is
583 feet long and 102 feet wide. In addition to the new dock
a special-purpose structure is being built for submarine fabrication
and erection. Various sections of submarines will be constructed
in this enclosed manufacturing area and then moved on transfer
or rail cars from the covered assembly area to the open platform
adjacent to the graving dock. There, they will be successfully
joined to complete the hull of the submarine, which will then
be placed on the pontoon or floating drydock.
The pontoon platform will
be supported on concrete reinforced columns inside the graving
dock and level with the land-level fabrication area. The pontoon
is buoyant and watertight. Once the submarine is in position
on the pontoon, the dock will be flooded and the pontoon launcher,
with the submarine in position, will be floated free and moved
off the columns. Next the water will be pumped from the graving
dock and the pontoon will go down with the water level until
it is resting on the floor of the dock.
The pontoon valves will
then be opened enabling it to flood and remain on the bottom
of the dock. When the dock is flooded the submarine will float
free. When the dock is completely filled, the caisson gate
will be opened and the ship moved to an adjacent pier for
final fitting out and testing.
The fabrication and erection
of the drydock for Electric Boat involved welding 5/8”
and _” thick A36 plate and structural sections. There
were 3/16” and _” all-position fillet welds required
for the watertight flotation tanks and some of the stiffeners.
This tank plate was _” and 5/16” thick. However,
the largest amount of welding involved hull plate and deck
plate all-position butt welds and fillet welds. The butt welds
were 5/8” and _” plate with a gap and the flange
of the structural beam for a backup. Fillet welds (9/16”)
joined the structural members to the exterior of the hull
and deck plates. There were about 7,000 tons of steel fabricated,
all to the requirements of the AWS Structural Code.
For the downhand manual
welding Jetweld®3 was used. However, high deposition Innershield®
electrodes were used whenever possible.
The new Innershield electrode, NR-211, was used extensively
for out-of-position welding. The ease and welding versatility
with NR-211 was a particular advantage for the job, particularly
in the overhead position. This increased their welding productivity
over three times.
The savings realized in
welding time by using Innershield helped Steel Style pay for
the LN-8 semiautomatic wire feeders and Idealarc® R3S
power sources purchased for the job.
The inspection requirements
included visual, magnetic particle and X-Ray inspection. The
quality controls that have been practiced by Steel Style since
1959, when their business was started, were once again verified
with a very good inspection record.
The success of Steel Style,
Inc. started in 1959 in northern Westchester county, New York.
Dave had recently graduated from New York University and Larry
was in charge of a concrete swimming pool service business.
The problems of maintaining concrete pools and repairing the
cracks that always seemed to develop were sufficient for both
Dave and Larry, long-time friends, to develop a fabricated
steel and/or stainless steel commercial line of pools, which
they also erected. Their business was largely in the New York
City area.
As a result of the construction
boom, there was a large demand for elevated pools, particularly
in 35 to 40 story apartment buildings. Municipal pools were
also in demand. Steel Style is a New York City licensed welding
contractor and their weldors are also licensed. The experience,
testing and weld quality requirements for this city certification
are very tough. This test for weldors requires two successful
_” bend tests in each position. Subsequently the quality
jobs turned out by Steel Style resulted in their getting a
large part of the swimming pool business in New York City.
Today, they still maintain their license and the pool business
in New York.
Starting with two men, Dave
and Larry, with their success in the pool business and with
the capability developed from the roof-top erection of these
pools, branched out into field storage tank erection in the
New York area. Last year they fabricated and erected two 36
million gallon Liquified Natural Gas storage tanks on Staten
Island, the largest ever built. Recently, they have employed
approximately 230 men and they now have the facilities to
construct barges, drydocks and offshore drilling vessels.
Larry and Dave have always
gone after the one-of-a-kind type of job. This has required
a special effort and certainly a constant challenge. Their
facilities aren’t designed for the repetitive type of
work associated with plate and structural fabrication. Rather
they have specialized in projects requiring ingenuity, flexibility
and the stability that comes from a successful job record.
Larry said that the projects they seek require “being
flexible and in the right place at the right time.”
The reality is that these managing partners enjoy the stability
of a Company that results from their own determination, ingenuity
and personal attention to finding the best way quickly. Nothing
less would be acceptable.
The STABILIZER salutes Steel
Style for the success of their organization, resulting in
their part in a very important project like the Land Level
construction Facility.
Congratulations, Dave and
Larry, for ringing your Liberty Bell.
BACK TO PRESS
|